Технологический процесс производства
любого композиционного строительного материала является многостадийным и имеет,
как правило, иерархическую структуру. Отклонение какого-либо параметра
производства от заданного уровня может повлечь за собой изменение качества
готового продукта [1]. При этом одним из важнейших этапов в производстве любого
композиционного материала является дозирование сырьевых компонентов. Поскольку
от качества исходного сырья и их соотношения в значительной мере зависят
эксплуатационные характеристики строительных материалов, включая долговечность,
то рецептура компонентов должна регулироваться по широкому спектру параметров
для достижения заданного качества изделий. Ситуация осложняется использованием
сырья нестабильного качества[2].
Частично проблема сохранения качества
выпускаемой продукции на заданном уровне путем оперативного управления решается
силами персонала (за счет их знаний и опыта) [3]. Однако в этом случае сотрудник
должен оперативно оценивать влияние сразу нескольких факторов на конечные
характеристики материала и своевременно производить корректировку параметров технологического
процесса. Оперативно оценить степень влияния как отдельного фактора, так и их
совокупности в условиях производства лицу, принимающему решение (ЛПР), может
помочь использование различных средств визуализации данных. Графическое представление
зависимостей управляемых параметров на показатели качества строительного
материала является, в том числе, результатом обобщения навыков и знаний
персонала, полученных в ходе их трудовой деятельности.
Наглядно представить пользователю выявленные
и систематизированные в процессе производства зависимости качества готового
продукта от параметров исходного сырья позволяют методы математического
моделирования и инструменты статистической обработки данных [4]. Стоит отметить,
что при решении многокритериальных неструктурированных проблем производства
различных композиционных материалов строительного назначения наибольшее
распространение в последнее время находят интеллектуальные системы [5, 6, 20].
Базовыми в данном случае могут являться
системы поддержки принятия решений (СППР, англ. Decision Support Systems – DSS)
[7]. С учетом сложности технологического процесса и поставленных задач
оптимизации и управления, различают несколько направлений развития DSS-систем. В
качестве основного направления целесообразно рассматривать методы, основанные
на нечетких множествах [8, 17]. Другое направление развития DSS уместно
связывать с методами, базирующимися на принципах саморазвивающихся систем
(например, нейронных сетей) [9, 18]. К третьему направлению можно отнести
традиционные методы решения оптимизационных задач, включающие в себя различные
виды математического планирования и программирования, имитационные методы [10,
19]. Четвертое направление развития связано с использованием опыта группы
экспертов в данной отрасли [11, 20].
Однако решения, полученные с
использованием таких методов, часто не допускают визуальных интерпретаций
результатов экспериментально-статистического моделирования технологических
процессов, что, в определенной степени, усложняет содержательный анализ
проблемных ситуаций, снижая оперативность принятия решений.
Таким образом, учитывая
многопараметричность технологических процессов производства композиционных
строительных материалов, существует необходимость в создании программного
комплекса, который с помощью средств визуализации данных послужит инструментом
в решении задач оперативной поддержки принятия решений при управлении
производством композиционных строительных материалов.
Для управления сложным
технологическим процессом, описываемым многими показателями, желательно иметь
агрегированную картину, которая, с одной стороны, включала бы требуемое
количество показателей, а с другой – позволила бы выявить изменение состояния
управляемой системы [12].
На сегодняшний день, как правило,
управление технологическим процессом осуществляется лишь по одному показателю
качества готового продукта. В условиях многофакторности технологического
процесса, а также ужесточения требований к качеству готового продукта по
каждому из отдельных показателей такое управление можно считать малоэффективным.
Для повышения эффективности принятия решений при управлении процессом
производства композиционного строительного материала предлагается ввести
понятие комплексного критерия качества строительного материала ( ),
получаемого агрегированием исходного набора его частных показателей качества (
),
получаемого агрегированием исходного набора его частных показателей качества ( )
(процедура комплексного оценивания).
)
(процедура комплексного оценивания).
В общем случае комплексный критерий
качества представляет собой численную оценку, получаемую в результате
агрегирования множества частных критериев  , оценки
, оценки
 по
которым принимают значения из множества
по
которым принимают значения из множества 
 :
:
|
 , ,
|
(1)
|
то есть  , где
, где  .
.
Очевидно, что вычисление комплексной
оценки  возможно
только при известном векторе частных показателей
возможно
только при известном векторе частных показателей  . В общем
случае, нечеткую оценку
. В общем
случае, нечеткую оценку  ,
получаемую в результате агрегирования двух частных критериев, можно определить
следующей функцией принадлежности:
,
получаемую в результате агрегирования двух частных критериев, можно определить
следующей функцией принадлежности:
|

|
(2)
|
В последнее время, наряду с
линейными, гармоническими и другими нелинейными свертками большую популярность
получили методы, основанные на построении иерархической структуры критериев с
матричными свертками дихотомической структуры [13]. Такой подход позволяет
сохранять необходимую объективность процедуры экспертного наполнения рассматриваемых
математических объектов и дает возможность оценивать влияние отдельных факторов
на итоговую комплексную оценку.
В графическом исполнении иерархическую
структуру результата формирования комплексного критерия качества композиционного
строительного материала можно представить в виде дерева (рис. 1).
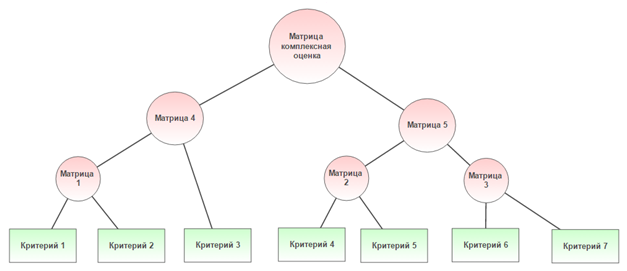
Рис.
1. Дихотомическое дерево комплексного оценивания качества композиционного
строительного материала
Необходимо отметить, что чем выше
численное значение комплексного критерия, тем лучше качество выпускаемой
продукции.
Основываясь на данном утверждении,
был разработан алгоритм интеллектуальной поддержки при управлении
технологическим процессом производства композиционных строительных материалов,
осуществляющий выбор из множества альтернатив управления ограниченное заданное
количество вариантов рецептуры, которые обеспечат наилучшие (максимальные или
близкие к этому) значения комплексной оценки качества строительного материала.
Разработанный алгоритм
представленный на рис. 2, реализуется в несколько этапов.
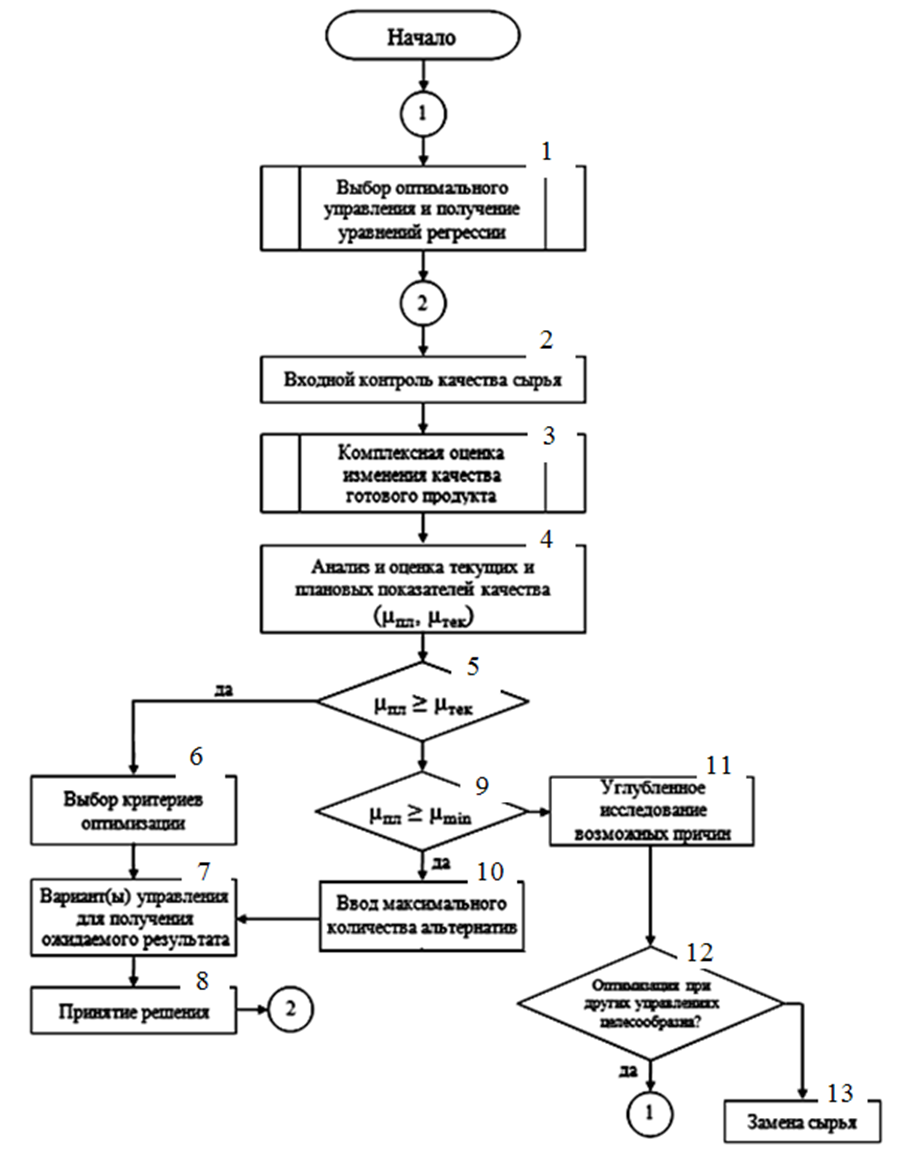
Рис.2.
Алгоритм интеллектуальной поддержки принятия решений управления технологическим
процессом производства композиционного строительного материала
На первом этапе осуществляется
выбор управляющих параметров и построение математической модели (уравнений
регрессии) управления технологическим процессом по выбранным управлениям (блок
№1). Выбор управляющих параметров производится исходя из условий возможности
простоты и оперативности варьирования данными факторами с учетом их влияния на
качество готового продукта. В свою очередь уравнения регрессии строятся по
результатам проведения математически спланированного эксперимента, либо с
использованием уже имеющихся статистически обработанных данных, накопленных в
течение длительного времени. В результате получения соответствующих откликов
строятся уравнения регрессии, объединяемые в систему алгебраических уравнений.
Полученная модель технологического процесса является основой для дальнейших
вычислений.
На втором этапе осуществляется анализ параметров
технологического процесса, выбранных в качестве управлений (блок №2). При
расчете комплексного критерия качества композиционного строительного материала
будут использоваться выбранные управляющие факторы с учетом наиболее вероятных
интервалов их варьирования. Таким образом, на данном шаге формируется вектор
входных данных ͞Х={x1, x2, …, xm},
достаточный для дальнейшего вычисления комплексного критерия качества.
На третьем этапе осуществляется процедура
комплексного оценивания качества композиционного материала (блок №3) с помощью
канонических матричных сверток двух показателей. С учетом
нормативно-технической информации, мнений экспертов, а также предыдущего опыта,
задается вектор выходных параметров, по которому вычисляется комплексный критерий
качества. Для того чтобы размерности показателей качества строительного
материала были сопоставимы, проводится процедура дефаззификации, т.е.
приведения с помощью соответствующих функций всех показателей качества к единой
квалиметрической шкале от 1 до 4. В результате выполнения всех операций вычисляется
значение комплексного критерия качества готового продукта m (yi) = f(x, uj).
На четвертом этапе проводится сравнение текущего значения
комплексного критерия качества mтек
с прогнозируемой оценкой при изменении параметров производственного
процесса mпл
(блок №4). В случае (блок №5), если прогнозируемое значение комплексного
критерия качества превышает текущее значение (mпл≥mтек), то производится
(блок №6) процедура перебора различных вариантов управления u={u1,
u2} при имеющихся возмущениях Х={x1, x2,
…, xm} для достижения наибольшего
значения комплексного критерия качества готового материала (mпл→max). Найденные варианты (блок №7) предлагаются технологу
для принятия решения (блок №8), и алгоритм повторяется вновь с определения параметров
производственного процесса (блок №2).
В случае (блок №9) если прогнозируемое значение комплексного
критерия качества композита (mпл)
не достигает текущей оценки (mтек),
но больше минимально допустимого (регламентированного государственными
стандартами), лицу, принимающему решения, предлагается (блок №7) ограниченный набор
альтернативных управлений для принятия единственного решения (блок №8).
Если же условие mпл≥mmin не выполняется, то проводится углубленное исследование
возможных причин возникновения нештатной ситуации (блок №11), решается вопрос
об изменении набора изменяемых управлений (блок №12). В том случае, если выбор
других управлений целесообразен, алгоритм повторяется с начала (блок №1), а в
случае низкой эффективности замены управлений (блок №13) решается вопрос о
замене исходного сырья.
Разработанный алгоритм положен в основу программного
комплекса «Декон-СМ», использование которого позволяет оперативно решать задачи
поддержки принятия решений при управлении одним из процессов производства
композиционного строительного материала.
Программный комплекс «Декон-СМ» представляет
собой web-приложение, разработанное на основе web-технологий на языке
программирования Javascript с использованием программной платформы Node.js и
СУБД SQLite. Данный продукт предоставляет пользователю
следующие возможности:
- самостоятельное произвольное
построение дерева комплексного оценивания;
- удобный перевод значений показателей
качества материала в сопоставимый вид, с визуальной оценкой полученных
функциональных зависимостей;
- наглядное представление
зависимостей любого из показателей качества материала от заданных параметров
управления производственным процессом;
- визуальное представление комплексной
оценки качества материала в зависимости от значений управляющих параметров;
- наглядное представление
нескольких альтернативных вариантов решения задачи управления параметрами
технологического процесса производства, обеспечивающих получение готового продукта
наилучшего качества.
В качестве
примера композиционного строительного материала, принцип управления
технологическим процессом производства которого предлагается к описанию, был
выбран газобетон автоклавного твердения. Выбор данного композиционного строительного
материала обоснован тем, что процесс производства автоклавного газобетона является
сложным, состоящим из множества элементарных операций, постов и переделов, а влияние
внешних факторов может способствовать значительному изменению качества выпускаемой
продукции.
Автоклавный газобетон –
искусственный пористый строительный материал с равномерно распределенной
мелкодисперсной ячеистой структурой, получаемый в результате автоклавного
твердения (в среде насыщенного пара при избыточном давлении) поризованной рационально
подобранной, тщательно перемешанной сырьевой смеси, состоящей из вяжущего,
кремнеземистого компонента, воды, порообразователя и добавок [14, 21].
На первом этапе работы с
программой пользователь должен сформировать вектор качественных характеристик
материала [15] исходя из области его использования. Применительно к блокам из
автоклавного газобетона следует учитывать такие показатели, как прочность при
сжатии ( ), морозостойкость
(
), морозостойкость
( ), средняя
плотность (
), средняя
плотность ( ), теплопроводность
(
), теплопроводность
( ),
влажность материала при выходе из автоклава (
),
влажность материала при выходе из автоклава ( ). Таким
образом, комплексный критерий качества готового продукта будет
состоять из пяти частных показателей и примет вид (3):
). Таким
образом, комплексный критерий качества готового продукта будет
состоять из пяти частных показателей и примет вид (3):
|

|
(3)
|
Для
наглядности используются инструменты визуализации, с помощью которых пользователь
может оценить какие характеристики и на каком уровне формируют комплексный
критерий качества рассматриваемого строительного материала. Одним из вариантов
представления сверток при комплексном оценивании является использование так
называемого «дихотомического дерева»: характеристики материала (прочность при
сжатии и изгибе, средняя плотность, теплопроводность, влажность) представлены в
прямоугольниках, а свертки пары критериев (R-прочность;
комфорт; КК-конструктивное качество) – в окружностях (рис. 3).
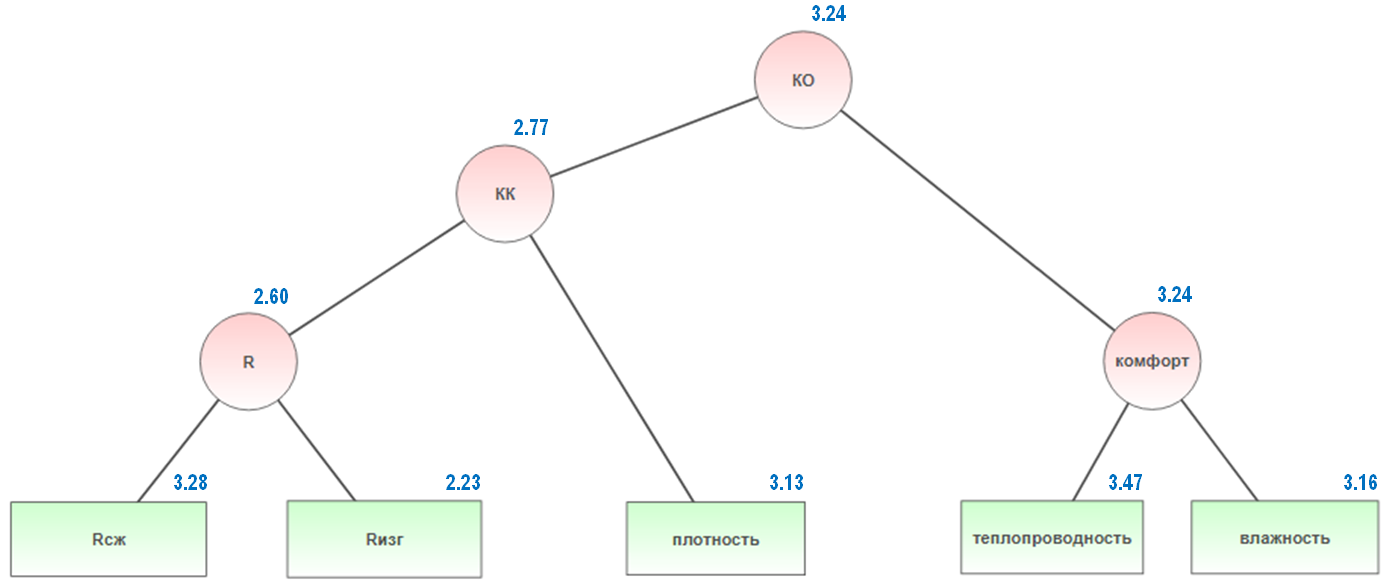
Рис. 3. Дихотомическое дерево комплексного
оценивания качества автоклавного газобетона.
Поскольку
выбранные физические величины, формирующие вектор частных показателей качества,
разноразмерные, то на следующем этапе их следует привести к единой шкале, в
нашем случае, от 1 до 4, где 1- «неудовлетворительно», 4 – «отлично». Для этого
строятся функции приведения отдельных показателей качества АГБ из фазового
пространства () в
квалиметрическое ( ). Для
того, чтобы пользователь мог лучше ориентироваться в принципах перевода
показателей качества, в программе заложено визуальное представление функций
приведения. Пример графического представления функции приведения для средней
плотности изображен на рис. 4:
). Для
того, чтобы пользователь мог лучше ориентироваться в принципах перевода
показателей качества, в программе заложено визуальное представление функций
приведения. Пример графического представления функции приведения для средней
плотности изображен на рис. 4:
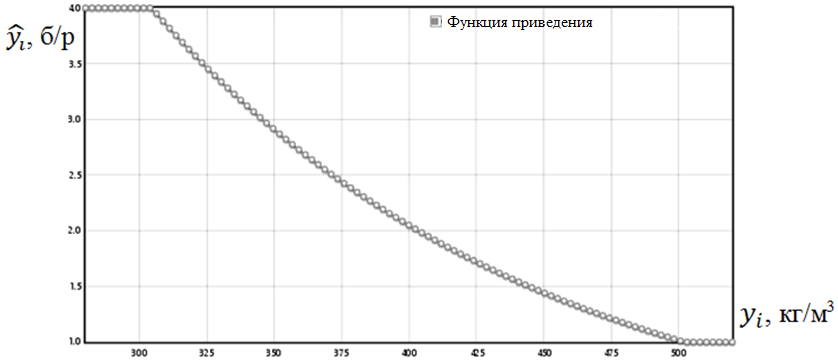
Рис. 4. Функция приведения средней плотности
автоклавного газобетона
На следующем этапе пользователю необходимо выбрать 2
или 3 параметра производственного процесса, изменение которых оказывает
существенное влияние на качество строительного материала.
В
качестве параметров управления технологическим процессом производства
автоклавного газобетона были приняты соотношения n (доля цемента в
вяжущем), Ссв (отношение массы кремнеземистого компонента к
вяжущему), а также содержание активного кремнезема (SiO2) в
песке.
В дальнейшем, на основе анализа
данных производственной лаборатории, а также по результатам лабораторных и
промышленных экспериментов, осуществляется построение математической модели технологического
процесса дозирования компонентов автоклавного газобетона, которая может быть
записана в виде системы алгебраических уравнений (4):
|

|
(4)
|
В качестве функций отклика
выступают показатели качества готового продукта, а параметрами управления
являются n, Ссв, SiO2.
Полученная математическая модель
также заносится в программу и используется для расчета комплексного критерия
качества автоклавного газобетона.
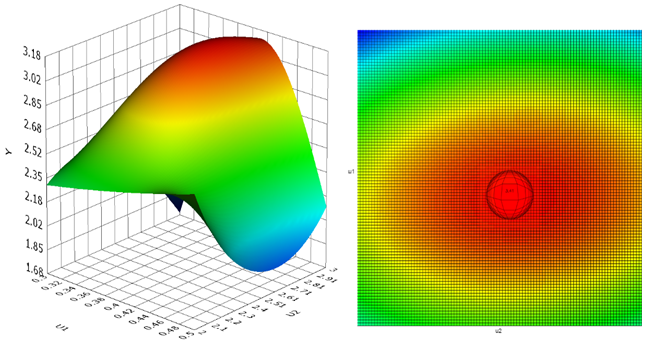
Функции отклика отдельных
показателей качества автоклавного газобетона, составляющие основу
математической модели процесса дозирования компонентов, могут быть
визуализированы в виде поверхностей откликов полинома в трех- и двухмерном
пространствах (рис. 5). Такое наглядное представление зависимостей помогает
пользователю оценить в широком диапазоне степень совокупного влияния параметров
управления на показатели качества рассматриваемого материала, а также
оперативно определить интервал оптимальных значений выбранных управлений.
а)
б)
Рис.
5. Поверхность функции отклика плотности в квалиметрическом пространстве и ее
проекция на плоскость: а) в трехмерном пространстве б) проекция трехмерной
модели на плоскость
В нашем примере наибольшее
значение плотности в квалиметрическом пространстве, равное 3,11, находится в
интервале значений для параметра управления U1
(n) от 0,38 до 0,42, а для параметра управления U2 (Ссв) – от 2,45 до 2,55
Следующим шагом является
конструирование матриц свертки, т.е. заполнение вершин дерева матрицами специального
вида размерности 4х4, с помощью которых определяется численная оценка и дается
визуальное представление результата взаимодействия двух сворачиваемых
критериев.
Стоит отметить, что традиционным
считается прямое заполнение матрицы значениями в промежутке от 1 до 4 [16].
Данный промежуток, как и при построении функций приведения, определяет уровень
оценивания в шкале от 1 до 4, где 1-плохо, 4-отлично. Матрица заполняется снизу
вверх, справа налево (рис. 6), соблюдая правило неубывания значений в заданных
направлениях.
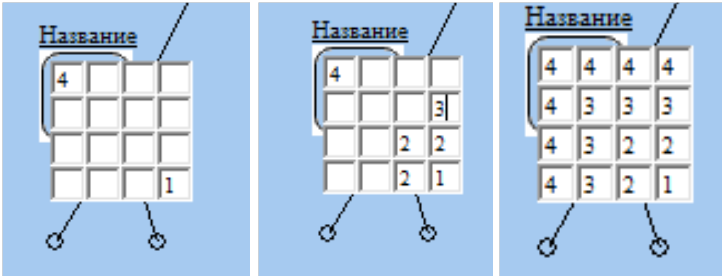
Рис. 6. Прямое заполнение матриц свертки
Визуальное
представление топологии матрицы позволяет пользователю оценить значимость
каждой из характеристик строительного материала при формировании его
комплексной оценки качества, а также помогает без использования сложных
математических зависимостей охарактеризовать совместное влияние рассматриваемых
показателей на качество материала.
Учитывая
описанные выше особенности заполнения матриц, авторами реализована возможность
наглядной интерпретации заполненной таблицы в виде набора линий с одинаковой
оценкой качества (изоквалитов). Применительно к решаемой технологической задаче
матрицы парного сравнения и их графические интерпретации примут следующий вид
(рис. 7).
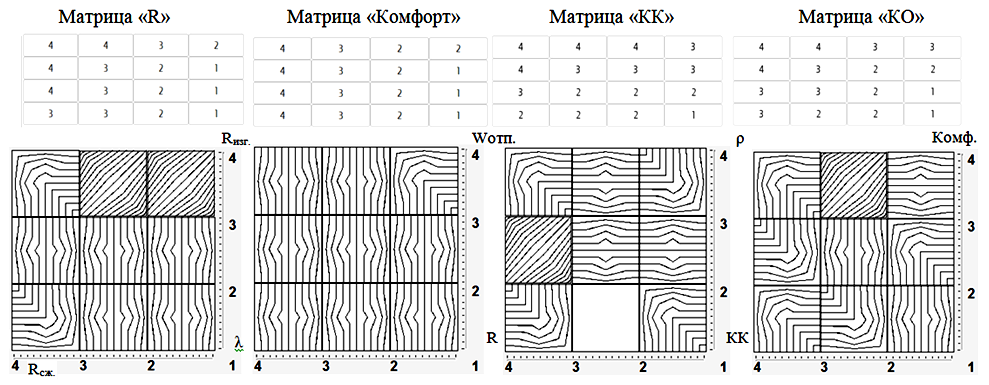
Рис. 7. Вариант заполнение матриц парного
сравнения при комплексной оценке качества автоклавного газобетона
Например, графическое представление матрицы «R»
позволяет наглядно описать влияние прочностей на комплексную оценку «Прочность»:
в интервале изменения Rсж и Rизг от 1 до 3 изоквалиты комплексной оценки «R»
располагаются параллельно оси Rизг, что
указывает на безусловное доминирование прочности при сжатии перед прочностью на
изгиб.
Далее, на основе построенной модели методом последовательной
свертки критериев производится вычисление комплексной оценки качества
материала. Результаты свертки в каждой из вершин дерева критериев могут быть
представлены как в численном (рис. 3), так и в графическом (рис. 8) виде.
Графическое представление состоит в визуализации зависимостей в виде
поверхности функций отклика, либо в виде проекции полинома на плоскость.
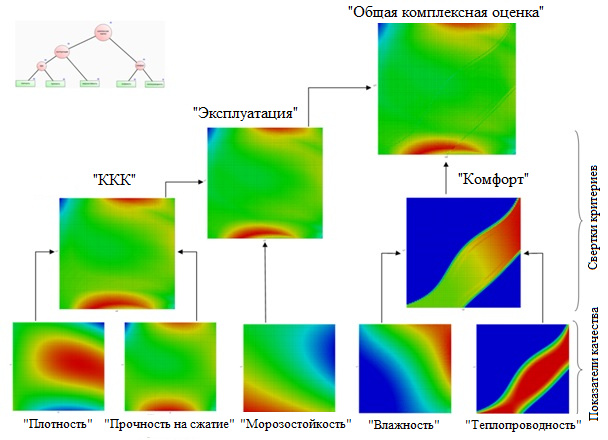
Рис. 8.
Представление процедуры комплексного оценивания в виде дихотомического дерева с
использованием двухмерных моделей представления данных
Визуальное представление результатов комплексной
оценки качества строительного материала позволяет пользователю оперативно анализировать
полученный в процессе свертки полином и выбрать такой диапазон управлений, при
котором качество материала будет наилучшим. Например, анализируя только
результаты общей комплексной оценки качества автоклавного газобетона,
пользователь может отдать предпочтение двум различным диапазонам решения задачи
оптимизации: первый - при U1 от 0,48
до 0,5 и U2 от 2,3
до 2,5 (нижняя красная зона на рис. 8), второй - при U1 от 0,3 до 0,32 и U2 от 2,5 до 2,8 (верхняя красная зона на рис. 8).
Однако, представление полной картины влияния управлений на разных этапах
вычисления общей комплексной оценки позволяет пользователю оперативно выбрать
узкий интервал оптимального управления – при U1 равном 0,5 и U2 в диапазоне от 2,3 до 2,35. Выбор такого интервала
обусловлен тем, что качественные характеристики морозостойкости и
теплопроводности газобетона принимают наилучшие значения именно в указанном
диапазоне (нижняя красная зона на рис. 8). Также необходимо отметить
возможность программы отображать значения управлений и характеристик материала
в любой области графика. Для этого пользователю достаточно кликнуть на
интересующую его точку.
На заключительном этапе работы программа предлагает ограниченное
количество вариантов управления (искомых значений варьируемых факторов), при
которых предполагается получить наилучшее значение комплексной оценки. Для
удобства сравнения альтернативные варианты представляются пользователю в виде
сводной таблицы (рис. 9).

Рис.
9. Варианты альтернативных решений задачи управления составом автоклавного
газобетона
Анализируя полученные результаты (при значении SiO2, равном 82%) можно отметить, что в данном случае
наибольшее значение комплексной оценки качества автоклавного газобетона
составит 2,07. Такой оценке соответствует следующий набор характеристик
материала: средняя плотность 399±1 кг/м3, предел прочности при
сжатии 2,85-2,86 МПа, морозостойкость 42 цикла (марка по морозостойкости F35), влажность 25%, коэффициент теплопроводности от 0,07
Вт/м°С. При этом можно отметить достаточно узкий диапазон изменения факторов
управления: U2 (Ссв) от 2,29 до
2,34 при U1 (n),
равном 0,5.
Визуальное представление результатов определения параметров
управлений, при которых достигается наилучшая комплексная оценка качества
материала в виде набора альтернатив, помогает технологу без отрыва и остановки
производства в кратчайшие сроки принять обоснованное, рациональное с точки
зрения экономических и технологических соображений, решение возникшей
производственной проблемы.
Таким образом, использование инструментов визуализации
данных, реализованных авторами в программном комплексе «Декон-СМ», позволяет
пользователям оперативно решать задачи выбора оптимальных значений параметров
управления технологическими процессами производства композиционных строительных
материалов с учетом их сложности и многопараметричности. Для полноценной адаптации
программы к производственным процессам был разработан алгоритм интеллектуальной
поддержки при управлении технологическим процессом производства композиционных
строительных материалов, который позволяет выбрать из множества альтернатив
управления ограниченное количество вариантов рецептур, обеспечивающих наилучшее
значение комплексной оценки показателей качества строительного материала.
По результатам промышленной апробации можно утверждать, что
программный комплекс «Декон-СМ» позволяет лицу, принимающему решение, за счет
средств визуализации данных на каждом из этапов работы программы осуществлять
управление производством композиционных строительных материалов. В свою
очередь, оперативность и правильность принятия решения обеспечивают снижение
количества бракованных изделий и способствует повышению качества выпускаемой
продукции.
1. Шаманов,
В.А., Леонтьев, С.В., Голубев, В.А., Харитонов, В.А. Концепция автоматизации и
управления технологическим процессом производства газобетона автоклавного
твердения / В.А. Шаманов, С.В. Леонтьев, В.А. Голубев, В.А. Харитонов //
Научно-технический вестник Поволжья. - № 2. – С. 225.
2. Долотова
Р.Г., Верещагин В.И., Смиренская В.Н. Определение составов ячеистых бетонов
различной плотности при использовании полевошпатово-кварцевых песков методом
математического планирования // Строительные материалы. 2012. № 12. С.16-19.
3.
Толмачев, С.Н., Жадан, А.И. Управление качеством дорожного бетона
на основе информационных технологий / С.Н. Толмачев, А.И. Жадан // Вестник
Харьковского национального автомобильно-дорожного университета. – 2005. - № 29.
– С. 15-18.
4. Маркова, Е.П.,
Лисенков, А.Н. Планирование эксперимента в условиях неоднородностей / Е.П. Маркова, А.Н
Лисенков. - М.: Наука, 1973. - 221 с.
5. Гитман, М. Б., Столбов, В. Ю., Федосеев, С. А. Математическая
модель управления качеством продукции / М. Б. Гитман,
В. Ю. Столбов, С. А. Федосеев // Качество в обработке материалов. – 2014. - № 1. – С.
21-26.
6. Chen-Kuo Chiu,Yi-Fong Lin. Multi-objective
decision-making supporting system of maintenance strategies for deteriorating
reinforced concrete buildings. Automation in Construction, vol.
39, pp. 15-31, 2014.
7. Diego Galar, Uday Kumar. eMaintenance. Essential
Electronic Tools for Efficiency. ISBN: 978-0-12-811153-6, 2017, 541 p.
8.
Саати,
Т. Принятие решений. Метод анализа иерархий / Т. Саати. – М.: Радио и связь,
1993. – 278 с.
9. Бедарев,
А.А., Шмитько, Е.И. Оптимизация структуры газосиликата с применением
мультипараметрической модели / А.А. Бедарев, Е.И. Шмитько // Строительные
материалы.- 2013. - № 4. - С.89.
10.
Anh-Tuan Nguyen, Sigrid Reiter, Philippe
Rigo. A review on simulation-based optimization methods
applied to building performance analysis, Applied Energy, vol. 113, pp.
1043-1058, 2014.
11.
Gholamreza Heravi, Medya Fathi, Shiva Faeghi. Multi-criteria group decision-making method for optimal selection
of sustainable industrial building options focused on petrochemical projects, Journal
of Cleaner Production, vol. 142, pp. 2999-3013, 2017.
12. Подиновский, В.В.
Парето-оптимальные решения многокритериальных задач / В.В. Подиновский, В.Д.
Ногин. – М.: Наука. Главная редакция физико – математической литературы, 1982.
– 256 с.
13. Андронникова, Н.Г.,
Бурков, В.Н., Леонтьев, С.В. Комплексное оценивание в задачах регионального
управления /Н.Г. Андронникова, В.Н. Бурков, С.В. Леонтьев. – М.: ИПУ РАН, 2002.
– 58 с.
14. Мартыненко, В.А.
Справочник специалиста лаборатории завода по производству газобетонных изделий
/ В.А. Мартыненко, Н.В. Морозова. – Днепропетровск: ПГАСА, 2009. – 308 с.
15. Косенко Н.Ф., Моисеев
П.И. Химия и технология автоклавного ячеистого бетона / Н.Ф. Косенко, П.И.
Моисеев. – Иваново: ИГХТУ, 2014. – 273 с.
16. Харитонов, В.А. [и др.]
Интеллектуальные технологии обоснования инновационных решений / В.А. Харитонов [и
др.]. – Пермь: Изд-во Перм. гос. техн. ун-та, 2010. – 342 с.
17. Новиков, Д.А.
Кибернетика. История кибернетики, современное состояние, перспективы развития /
А.Д. Новиков. – М.: Ленанд, 2016. – 160 с.
18.
Thomas M. Lawrence, Richard T.Watson, Marie-C. Boudreau, Kyle Johnsen, Jason Perry, Lan Ding.
A new paradigm for the design and management of building systems, Energy and
Buildings, vol. 51, pp. 56-63, 2012.
19.
Florian Albrecht, Laura Faatz, Eberhard
Abele. Multidimensional Evaluation of the Changeability
of Interlinked Production Processes with Material Flow Simulation, Procedia
CIRP, vol. 7, pp. 139-144, 2013.
20. M. Medineckienea, E.K. Zavadskasb, F. Björka, Z. Turskis. Multi-criteria decision-making system for sustainable
building assessment/certification, Archives of Civil and Mechanical
Engineering, vol. 15, issue 1, pp. 11-18, 2015.
21. Ying-Liang Chena, Juu-En Changa, Yi-Chieh Laib,
Mei-In Melissa Chou. A comprehensive study on the production of autoclaved
aerated concrete: Effects of silica-lime-cement composition and autoclaving
conditions, Construction and Building Materials, vol. 153, pp. 622-629,
2017.
Using visualization tools for operational control of composite construction materials production
Authors: V.A. Kharitonov1, V.A. Golubev2, S.V. Leontev3, V.A. Shamanov4, A.D. Kurzanov5
Perm National Research Polytechnic University, Russia
1 ORCID: 0000-0002-9098-8627, cems@cems.pstu.ru
2 ORCID: 0000-0003-4930-7356
3 ORCID: 0000-0002-0659-3324
4 ORCID: 0000-0003-1938-0333
5 ORCID: 0000-0003-0550-012X
Abstract
The results of the software complex "Dekon-SM» development and application are presented in this article. The use of "Dekon-SM" data visualization tools allows the technologist to control the composite building materials production process. This helps to reduce defects and improve the products quality. The algorithm of intellectual decision support at management of composite building materials production technological process for the program full adaptation to real production conditions is offered. The algorithm implementation combined with the visualization tools using allow to graphically interpret and choose a limited number of compositions variants from a control alternatives set that provide the best values of building material quality indicators. The capabilities of the software complex "Dekon-SM" and its data visualization tools are revealed by the example of decision-making problem in the management of the aerated concrete components dosing process.
Keywords: program for PC, aerated concrete, visualization, regression dependencies, complex quality criterion, composite material, decision support.
1. Shamanov, V.A.,
Leont'ev, S.V., Golubev, V.A., Kharitonov, V.A. Kontseptsiya avtomatizatsii i upravleniya tekhnologicheskim protsessom proizvodstva gazobetona avtoklavnogo tverdeniya [The concept of AAC’s production control], in Nauchno-tekhnicheskii vestnik Povolzh'ya, vol.
2, pp. 225-227.
2.
Dolotova R.G., Vereshchagin V.I., Smirenskaya
V.N. Opredelenie sostavov yacheistykh betonov razlichnoi plotnosti pri
ispol'zovanii polevoshpatovo-kvartsevykh peskov metodom matematicheskogo
planirovaniya [Determination of the composition of cellular concrete of various
densities using feldspar-quartz sands by the method of mathematical planning],
in Stroitel'nye materialy, 2012, vol. 12, pp.16-19.
3.
Tolmachev, S.N., Zhadan, A.I. Upravlenie
kachestvom dorozhnogo betona na osnove informatsionnykh tekhnologii [Quality
management of road concrete on the basis of information technologies], in
Vestnik Khar'kovskogo natsional'nogo avtomobil'no-dorozhnogo universiteta,
2005, vol. 29, pp. 15-18.
4.
Markova, E.P., Lisenkov, A.N. Planirovanie
eksperimenta v usloviyakh neodnorodnostei [Planning an experiment in conditions
of inhomogeneities], Moscow: Nauka, 1973, 221 p.
5.
Gitman, M. B., Stolbov, V. Yu., Fedoseev, PP. A.
Matematicheskaya model' upravleniya kachestvom produktsii [Mathematical model
of product quality control], in Kachestvo v obrabotke materialov, 2014, vol. 1,
pp. 21-26.
6. Chen-Kuo Chiu,Yi-Fong Lin. Multi-objective decision-making
supporting system of maintenance strategies for deteriorating reinforced
concrete buildings. Automation in Construction, vol. 39, pp.
15-31, 2014.
7. Diego Galar, Uday Kumar. eMaintenance. Essential
Electronic Tools for Efficiency. ISBN: 978-0-12-811153-6, 2017, 541 p.
8.
Saati, T. Prinyatie reshenii. Metod analiza
ierarkhii [Making decisions. Method for analyzing hierarchies], Moscow: Radio i
svyaz', 1993, 278 p.
9.
Bedarev, A.A., Shmit'ko, E.I. Optimizatsiya
struktury gazosilikata s primeneniem mul'tiparametricheskoi modeli
[Optimization of the structure of a gas silicate using a multiparametric
model], in Stroitel'nye materialy, 2013, vol. 4, p. 89.
10. Anh-Tuan Nguyen, Sigrid Reiter, Philippe Rigo. A review on
simulation-based optimization methods applied to building performance analysis,
Applied Energy, vol. 113, pp. 1043-1058, 2014.
11. Gholamreza Heravi, Medya Fathi, Shiva Faeghi. Multi-criteria group
decision-making method for optimal selection of sustainable industrial building
options focused on petrochemical projects, Journal of Cleaner Production,
vol. 142, pp. 2999-3013, 2017.
12. Podinovskii, V.V. Pareto-optimal'nye resheniya mnogokriterial'nykh
zadach [Pareto-optimal solutions of multicriteria problems], Moscow: Nauka.
Glavnaya redaktsiya fiziko–matematicheskoi literatury, 1982, 256 p.
13. Andronnikova, N.G., Burkov, V.N., Leont'ev, S.V. Kompleksnoe otsenivanie
v zadachakh regional'nogo upravleniya [Complex assessment in the tasks of
regional management], Moscow: IPU RAN, 2002, 58 p.
14. Martynenko, V.A., Morozova N.V. Spravochnik spetsialista laboratorii
zavoda po proizvodstvu gazobetonnykh izdelii [Reference book of the laboratory
specialist of the plant for the production of aerated concrete products],
Dnepropetrovsk: PGASA, 2009, 308 p.
15. Kosenko N.F., Moiseev P.I. Khimiya i tekhnologiya avtoklavnogo
yacheistogo betona [Chemistry and technology of autoclaved cellular concrete],
Ivanovo: IGKhTU, 2014, 273 p.
16. Kharitonov, V.A. [i dr.] Intellektual'nye tekhnologii obosnovaniya
innovatsionnykh reshenii [Intellectual technologies for substantiating
innovative solutions], Perm': Izd-vo Perm. gos. tekhn. un-ta, 2010, 342 p.
17. Novikov, D.A. Kibernetika. Istoriya kibernetiki, sovremennoe
sostoyanie, perspektivy razvitiya [Cybernetics. History of cybernetics, current
state, development prospects], Moscow: Lenand, 2016, 160 p.
18. Thomas M. Lawrence, Richard T.Watson, Marie-C. Boudreau, Kyle
Johnsen, Jason Perry, Lan Ding. A new paradigm for the design and management of
building systems, Energy and Buildings, vol. 51, pp. 56-63, 2012.
19. Florian Albrecht, Laura Faatz, Eberhard Abele. Multidimensional
Evaluation of the Changeability of Interlinked Production Processes with
Material Flow Simulation, Procedia CIRP, vol. 7, pp. 139-144, 2013.
20. M. Medineckienea, E.K. Zavadskasb, F. Björka, Z. Turskis.
Multi-criteria decision-making system for sustainable building
assessment/certification, Archives of Civil and Mechanical Engineering,
vol. 15, issue 1, pp. 11-18, 2015.
21. Ying-Liang Chena, Juu-En Changa, Yi-Chieh Laib, Mei-In Melissa Chou.
A comprehensive study on the production of autoclaved aerated concrete: Effects
of silica-lime-cement composition and autoclaving conditions, Construction
and Building Materials, vol. 153, pp. 622-629, 2017.